Share
Pin
Tweet
Send
Share
Send
You can get a full-fledged machine for cutting sheet material even on the meringue of an ordinary grinder, which I will demonstrate. I made a linear guide, using which you can cut metal, wood, plastic and even ceramic tiles. It is relatively inexpensive to manufacture, takes up little space and is versatile.
Materials spent
To make a rack for a grinder according to my size you will need:
- profile pipe 40x20mm - 0.32 m;
- profile pipe 20x20 mm - 1.38 m;
- profile pipe 15x15 mm - 0.34 m;
- strip 40 mm - 0.14 m;
- strip 20 mm - 0.16 m;
- bearings 100th series - 16 pcs.;
- M10 bolts for hexagon 75 mm - 8 pcs.;
- M10 nuts - 12 pcs.;
- 10 mm washers - 32 pcs.;
- M12 long nuts - 3 pcs.;
- long nut M10;
- M12 bolt with a full thread of 200 mm;
- bolts M10 40 mm - 2 pcs.;
- 70mm hex bolt;
- plugs for profile 20x20 - 6 pcs.;
- plugs for profile 40x20 - 1 pc.;
- profile pipe 50x50 for a guide - 2 m or more.
Rail and carriage manufacturing

First you need to make a roller carriage for a linear guide. A profile pipe with a section of 20x20 mm will be used as its basis. It will take 4 workpieces 300 mm long.

Now you need to drill through holes for the future connection of parts. Their centers are located 25 mm from each edge of the profile pipes. A drill with a diameter of 11 mm is required.

Turning the enlightened profile onto the other side, and stepping back already 50 mm, similar through holes are made on each side. An 11 mm drill is used.
In order to hide the bolts used later in the assembly of the carriage, the through holes in the workpieces must be completed. For this, one wall of each profile must be drilled using a drill with a diameter of 17 mm. So all 16 holes are being finalized, the remaining 16 adjacent to them remain intact.

Now you need to make a shoulder to secure the grinder itself. For this, a profile pipe 40x20 with a length of 300 mm is used.

In order to further be able to adjust the depth of passage when cutting, an additional adjustment element is required. It is made from a profile pipe 20x20 mm. A length of 160 mm is prepared. Its ends are cut at an angle of 45 degrees. You can cut it by eye, because accuracy is not so critical.
From a profile pipe with a cross section of 15x15 mm, small spacers must be cut in lengths of 40 mm. A total of 8 pieces are required.

Having finished with these blanks, the time has come to assemble them together. An M12 bolt with a solid thread 200 mm long will be used as a connecting loop. 3 long nuts M12 are screwed onto it.
Having fixed bolts with nuts with clamps to the table, you need to attach blanks from a pair of profiles 20x20 and one 40x20. Pipes need to be welded to the nuts.

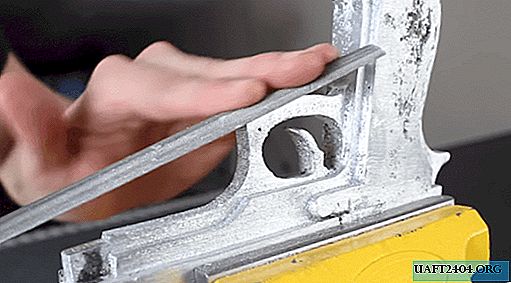
From a steel strip 40 mm wide, 2 workpieces 50 mm long must be cut. Centered closer to the edges, drill a hole of 11 mm through the hole.

The plates need to be screwed to the grinder reducer in the standard holes used to attach the handle. In some tools, these holes can be made for M8 bolts, which will need to be taken into account. For reliability, M10 clamping bolts 40 mm must be equipped with nuts. Bolts are screwed into the gearbox through the plate and tightened with nuts.

It is necessary to attach a grinder with plates to a workpiece from a profile of 40x20 mm and weld. After that, the tool can be removed so as not to harm if the fastening is already boiled securely.

By eye, slightly departing from the plate mounting, a previously made workpiece from a 20x20 profile 160 mm long is welded. A stub is cooked on its free end from the same strip as the mount for angle grinders. A hole is drilled on the protruding ear of the plate, and an M10 nut is welded onto it. To strengthen the structure, in addition to the side of the profile, it is necessary to weld a steel strip 160 mm long, also sawn at 45 degrees.



Now the welding work is completely finished and you can start assembling. It's time to paint the details.


It's time to assemble the carriage. This will require M10 screws for a hexagon 75 mm long. It is necessary to tighten the workpieces of profile pipes 20x20 mm between themselves. At the same time, a pie is dialed between them: washer, bearing, washer, spacer, washer, bearing, washer. Repeating this another 7 times, the result is a finished carriage.


Now you need to collect a shoulder for the grinder herself. She is screwed to it with bolts and pressed with nuts. When assembling this unit, it is necessary to tighten the thread well so that the tool does not become free during operation.

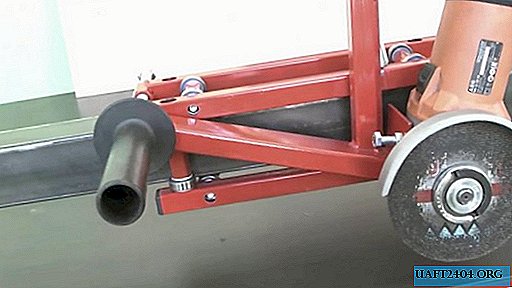
The carriage starts up on the guide profile pipe 50x50 mm, under which it was actually made. It remains to screw in a long bolt, thereby connecting the shoulder with the grinder. The bolt must not be fully tightened so that there is room in the long shoulder nut for securing the standard handle from the tool.

Now you need to put the mechanism for adjusting the depth of cut. To do this, in the eye of the vertical profile on the shoulder of the grinder, screw an M10 bolt 70 mm long under a hexagon with a solid thread. Since I didn’t have a hardware of suitable length, I increased it by applying a long nut and a lock nut.
To give the design a finished look, it does not hurt to put plastic plugs at the ends of the profile pipes.




The linear guide with roller carriage is ready for use. Its height is regulated by the lining of wooden blocks. The tool is positioned along the edge of the table. Blanks for cutting are pressed by a pair of bench clamps. For convenience, you can carry out cutting in several passes, each time adding a depth of gash.










Share
Pin
Tweet
Send
Share
Send